Clad Welding Process: Core Technology for Bimetallic Bonding
1. 引言
包覆焊接是生产双金属导体的核心技术,通过将铜带包覆在芯材周围并进行冶金结合,实现两种金属的永久连接。
创建包覆焊接过程动画
1:002. 材料准备
2.1 芯材准备
芯材Surface必须清洁、无氧化,以确保良好的结合。
2.2 包覆材料准备
铜带需要经过清洗、脱脂和Surface活化处理。
3. 焊接工艺
3.1 焊接参数
焊接温度、压力和速度是影响结合质量的关键参数。
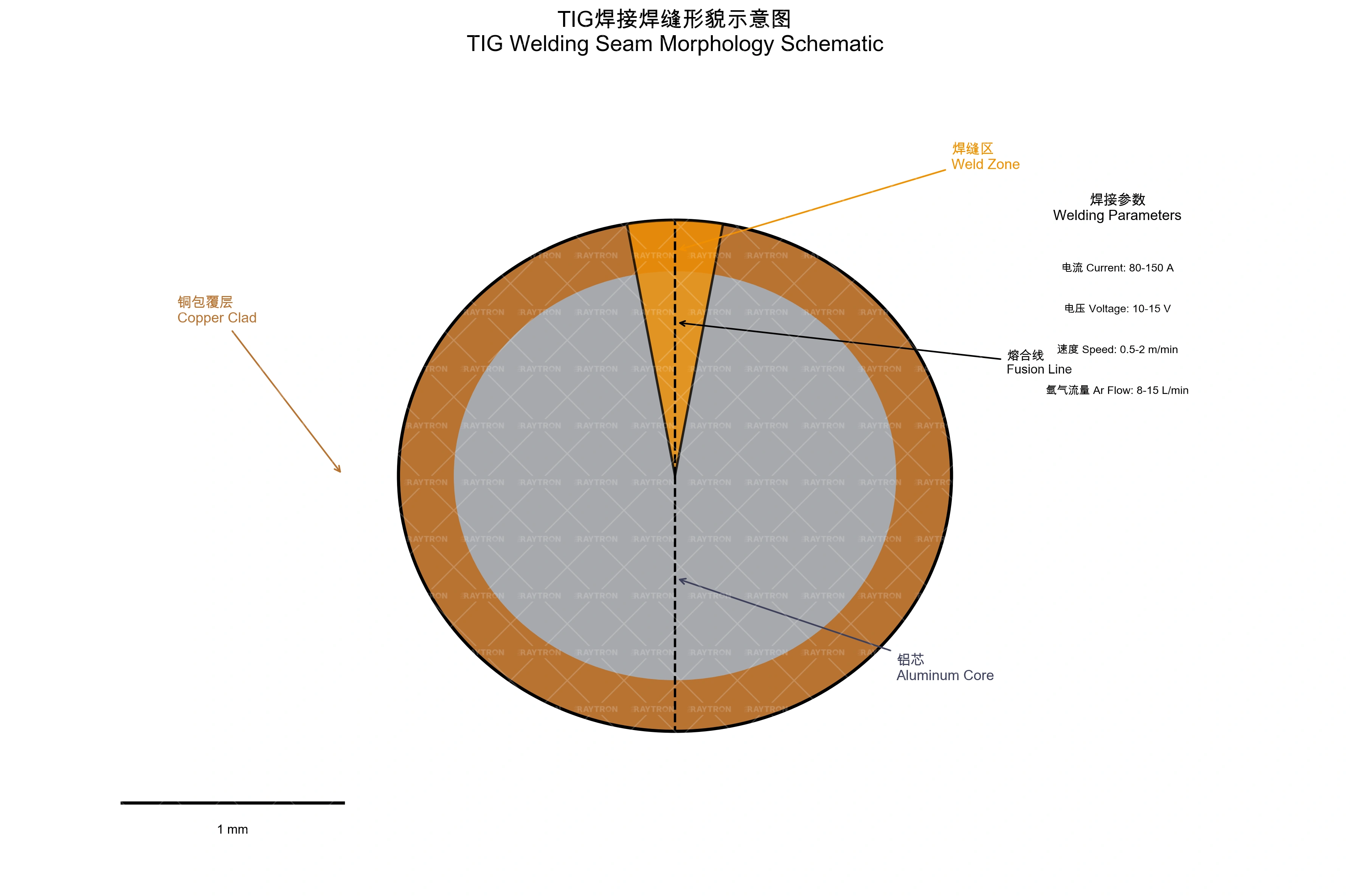
3.2 焊接方式
主要采用氩弧焊或激光焊进行铜带纵缝焊接。
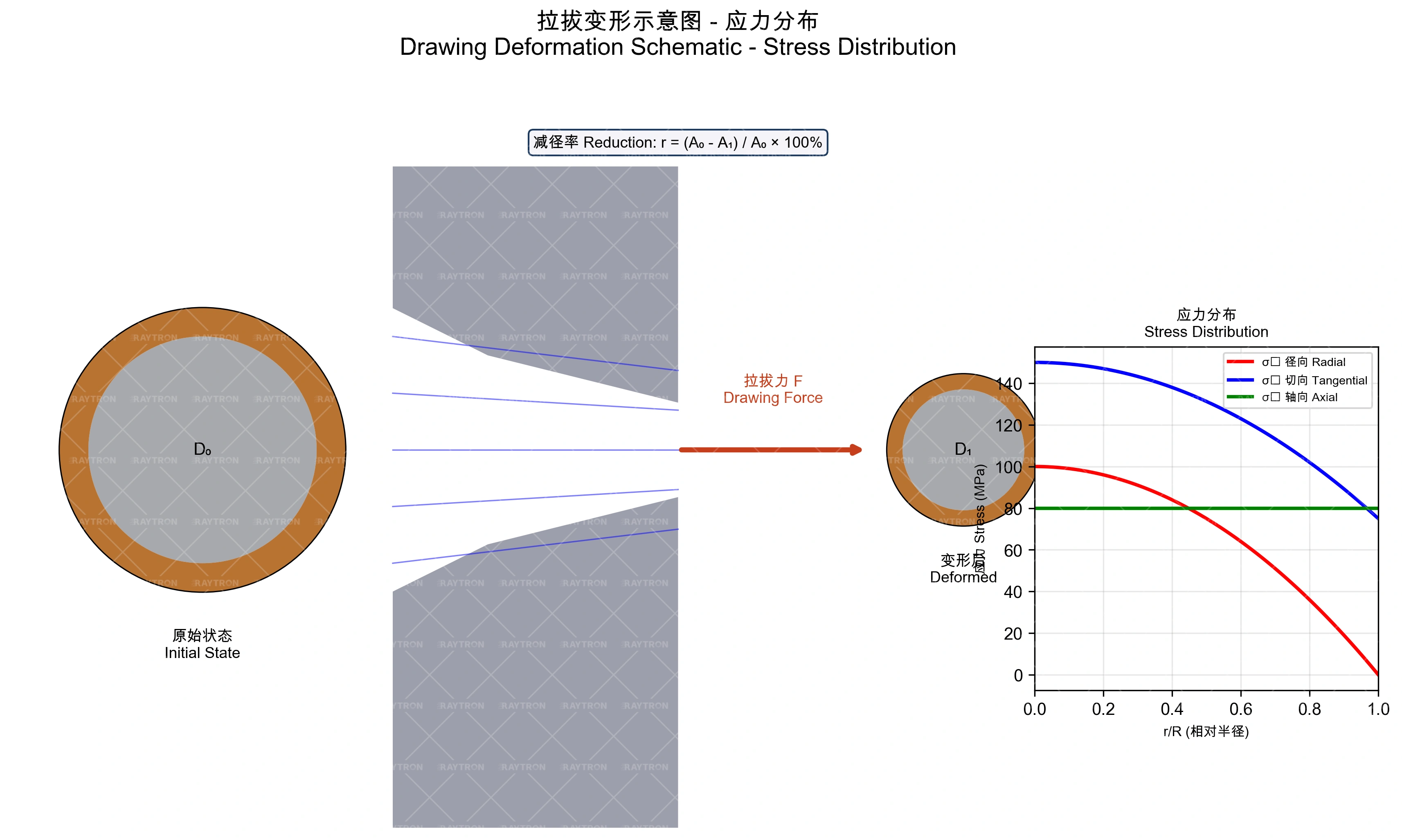
4. 拉拔工艺
4.1 拉拔道次设计
4.2 加工硬化控制
需要通过中间退火控制加工硬化程度。
5. 界面形成
界面形成包括:初始接触、扩散开始、金属间化合物形成、稳定结合。
6. 工艺优化
通过实验设计(DOE)方法优化工艺参数。
7. 故障排除
8. 结论
包覆焊接工艺是双金属导体生产的核心技术,通过优化工艺参数可以获得高质量的冶金结合。
Frequently Asked Questions
What is the fundamental difference between clad welding and electroplating?
Clad welding produces metallurgical bonding with bond strength >150MPa, layer thickness 20-200μm, and excellent high-temperature performance. Electroplating is mechanical adhesion with bond strength <50MPa, layer thickness typically <10μm, and easy delamination under thermal cycling. Clad welding products have permanent bonding.
What are the main steps of clad welding process?
Main steps include: 1) Material preparation (cleaning copper strip and core); 2) Copper strip wrapping and forming; 3) Longitudinal seam welding; 4) Multi-pass drawing; 5) Intermediate annealing; 6) Final dimension drawing; 7) Quality inspection. Each step requires precise parameter control.
How to avoid common defects in clad welding?
Delamination: increase welding temperature and pressure; Cracking: add intermediate annealing, control work hardening; Eccentricity: adjust cladding alignment, ensure uniform copper wrapping; Interface defects: control atmosphere, prevent oxidation. Regular equipment maintenance and raw material inspection.
Figures
创建包覆焊接工艺流程图
创建铜带包覆铝杆横Cross-Section示意图
创建焊接温度对结合强度的影响曲线
创建拉拔道次设计示意图
创建界面形成过程示意图
常见缺陷SEM照片
Tables
| 参数 | CCA | CCS | NCC |
|---|---|---|---|
| 焊接温度 (°C) | 300-400 | 400-500 | 350-450 |
| 焊接速度 (m/min) | 5-20 | 3-15 | 5-15 |
| 拉拔减径率 (%) | 15-25 | 10-20 | 15-22 |
| 材料 | 纯度 | Surface要求 | Dimensional Tolerance |
|---|---|---|---|
| 铜带 | ≥99.9% | 无氧化、无油污 | ±0.02 mm |
| 铝杆 | ≥99.5% | 清洁、干燥 | ±0.1 mm |
| 钢杆 | 低碳钢 | 除锈、清洁 | ±0.1 mm |
| 参数 | 低值 | 最优 | 高值 |
|---|---|---|---|
| 温度 (°C) | 280 | 350 | 420 |
| 压力 (MPa) | 150 | 250 | 350 |
| 速度 (m/min) | 5 | 12 | 20 |
| 道次 | 入口直径 (mm) | 出口直径 (mm) | 减径率 (%) |
|---|---|---|---|
| 1 | 10.0 | 8.5 | 28 |
| 2 | 8.5 | 7.2 | 28 |
| 3 | 7.2 | 6.1 | 28 |
| 4 | 6.1 | 5.2 | 27 |
| 缺陷 | 原因 | 解决方案 |
|---|---|---|
| 分层 | 结合不良 | 提高焊接温度 |
| 裂纹 | 过度加工硬化 | 增加退火 |
| 偏心 | 包覆不均匀 | 调整对中 |
References
- ASTM B566-04: Standard Specification for Copper-Clad Aluminum Wire ASTM (2020)
- Welding Handbook ASM International (2021)
- Clad Welding Process Optimization Internal Report TR-2025-032 (2025)